


为了给您提供更的热镀锌喷塑钢板立柱规格产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:热镀锌喷塑钢板立柱规格的图文介绍
公司现有大量的 304不锈钢复合管 库存及原材料库存,对于紧急需要购买 304不锈钢复合管 的客户我们承诺在48小时内内出厂。
304不锈钢复合管 质保期内出现任何质量问题免费换新。因为我们对自己的产品质量有信心,所以我们可以承诺!



在达到上述同样使价值前提下,和纯无缝不锈钢管相比,碳素钢内复不锈钢复合管价格呈几倍甚至几倍大幅度下降,是一种性价比突新复合管材,在大力倡导节约社会今天,碳素钢内覆不锈钢复合管开发,是新材料技术开发领域一次重要突破。
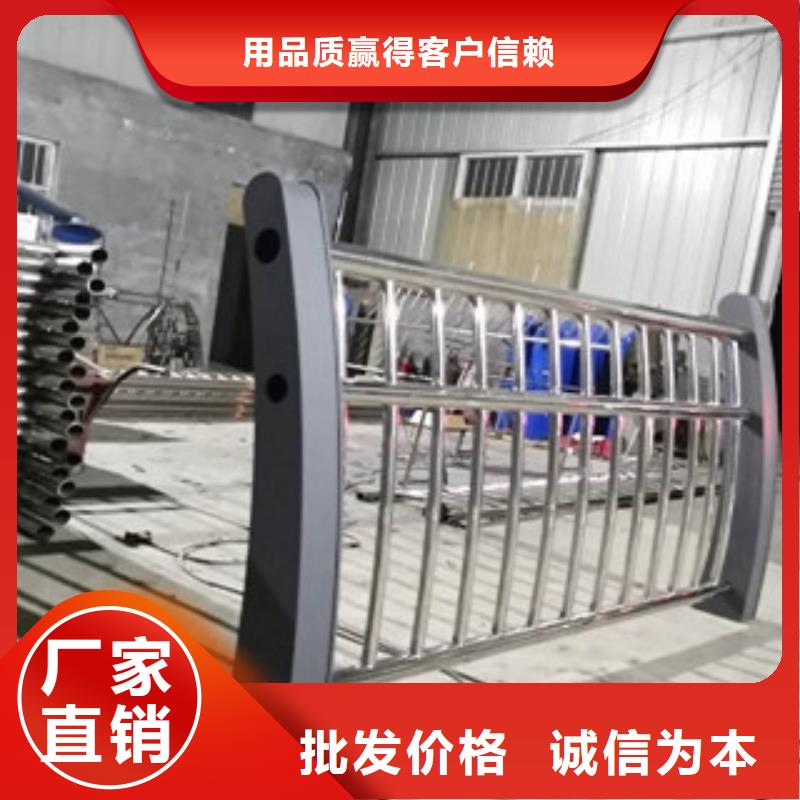
将不锈钢和碳素结构钢两种金属材料,采高科技无胶压力同步复合,不仅显著改善普通钢管表面缺陷和实性能,而且兼具不锈钢良好抗腐蚀性和卓越美观华丽外表,使装饰和负荷完美结合。经过不同抛光工艺,形成镜光、亚光、拉丝表面等现工业化加工装饰效果不锈钢复合管栏杆,而且不锈钢在冷加工、热加工、焊接等方面都具有良好物理性能。
专业生产规格、材质护栏,河道护栏,桥梁护栏,楼梯扶以及金属景观护栏设计、生产、加工、制作,及相关护栏/栏杆工程材料(不锈钢复合管等)生产售,我生产碳素不锈钢复合管、不锈钢碳素钢复合。
将不锈钢和碳素结构钢两种金属材料,采高科技无胶压力同步复合,不仅显著改善普通钢管表面缺陷和实性能,而且兼具不锈钢良好抗腐蚀性和卓越美观华丽外表,使装饰和负荷完美结合。经过不同抛光工艺,形成镜光、亚光、拉丝表面等现工业化加工装饰效果不锈钢复合管栏杆,而且不锈钢在冷加工、热加工、焊接等方面都具有良好物理性能。
专业生产规格、材质护栏,河道护栏,桥梁护栏,楼梯扶以及金属景观护栏设计、生产、加工、制作,及相关护栏/栏杆工程材料(不锈钢复合管等)生产售,我生产碳素不锈钢复合管、不锈钢碳素钢复合。



因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。 内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。


冷成型复合管的优点是生产工艺比较简单,价格较便宜。缺点是界面非扩散结合,只是依靠对外层进行的冷加工来获得紧密配合,因此冷加工复合管如果遭遇高温就有分层倾向,复合管会因应力释放而失效。这就限制了冷加工管的使用环境和应用领域。胀接分机械胀接和液压胀接两种。机械胀接是目前生产不锈钢复合管的一种主要方法,它是利用滚胀芯轴回转挤压使复合管内管发生塑性变形,外管发生弹性变形,从而使复合管的外管对内管产生接触压力,以达到复合管内外壁的紧密贴合。液压胀接原理与机械胀接相同,只是用管内高压水施压代替滚胀芯轴回转挤压。机械胀接时胀接力大小难以确定,易发生欠胀或过胀,且多次滚胀易造成衬里开裂。液压胀接时胀接力均匀且大小可进行计算,因此更具优越性。两种胀接法的共同缺点是内外层只是机械结合,和拉拔成型一样,在高温环境下会因应力松弛而分层失效。 目前金属复合无缝管冷成型法大致有以下两种:内扩涨型和外减径型。内扩涨型,即:采用两种材质的无缝管相互穿套(如外管采用一般普碳钢无缝钢管,内穿一薄壁不锈钢管作为内层金属管),在内管中施以高压,使内层无缝管发生塑性变形外层无缝管仅产生弹性变形,从而使内管与外管紧密结合,形成双金属复合无缝管。外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。



